Polymer Partner
Menú Principal:
- Sociedad
- Termoplàsticos
- Elastomeros
- Aditivos
- Proceso
- Polypedia
- Contactos
- Forum
Inyecciòn
Proceso
Inyección de plásticos
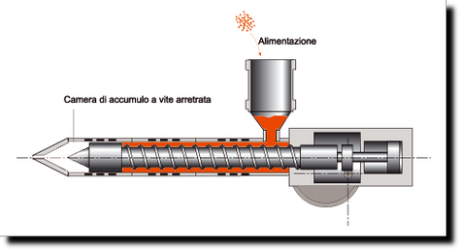
El moldeo por inyección de materiales termoplásticos es la tecnología más extendida en el procesamiento de plásticos. Se producen, de una manera discontinua, piezas de diferente forma y tamaño y peso que varía desde unos pocos gramos a varios kilos. Las principales ventajas de esta tecnología frente son: capacidad de producir piezas con geometrías complejas; alta productividad; procesos altamente automatizados; posibilidad de producir piezas de dimensiones muy pequeñas; moldes y prensas alcanzables con varios materiales de plástico; capacidad de imprimir en acoplamiento con insertos metálicos. Las principales desventajas son: alto costo de los moldes y prensas; imposibilidad de determinar, de inmediato, la calidad de lo particular impreso; alta competitividad.El polímero es el componente crítico que, después de un posible tratamiento previo diessiccazione o deshumidificación, es aspirado a través de un sistema de suministro en el interior del cilindro de plastificación. Dentro del cilindro se encuentra un tornillo que, mediante la rotación y la traducción por medio de pistones hidráulicos, crea una fricción que, combinado contribución al calor generado por las resistencias eléctricas situadas en el cilindro de plastificación, causando de fusión del material. Después de alcanzar la viscosidad es necesario, el material es inyectado a una cierta velocidad en el molde (fase de inyección o llenado), pasando a través de los canales apropiados y llenando la cavidad que se encuentra en la pieza negativo. Llenó la cavidad comienza la fase de mantenimiento durante el cual el polímero se mantiene bajo presión a fin de compensar con otros aumenta la densidad de material asociado con la disminución de la temperatura y la solidificación que se producen durante el enfriamiento de la pieza. El polímero fundido entra en la cavidad a través del punto o puerta de inyección; solidificación del polímero en la puerta hace que el extremo de la fase de mantenimiento. Una vez que la puerta se ha solidificado, no puede entrar más polímero en la cavidad independientemente de la presión que ejerce el tornillo y comienza la fase de enfriamiento durante el cual la solidificación continua fabricado. Al final se abre la parte móvil del molde con el plano móvil de la prensa y expulsar la pieza moldeada.